Small diameter tube welding for the food and drinks industries
Making butt welds in small diameter metal tubes presents problems not experienced with other applications. Control over consistency of deposit, particularly with diameters less than 15 mm, is difficult even when using a mechanised process. Perhaps more significantly the issue of adequate internal weld purging with inert gas can become a real headache.
As tube diameters increase, manual welding can be used with more confidence, but the need to purge effectively to avoid oxidation at the weld root is crucial. Poor purging can lead to significant loss of corrosion resistance if critical elements such as chromium are present in the metal and since the majority of small tubes are destined for applications in food and drink this can be serious.
The solution to the purging problem is to seal the tube on both sides of the joint and then fill the interspace with inert gas. Simple plugs made from paper, cardboard and wood are in use, but these are largely ineffective. The only truly effective method is to use expandable plugs through which inert gas can be passed.
- Welding Techniques
Because of the necessity to maintain close control over the weld pool the GTAW process is used almost exclusively.
Integrated into orbital welding equipment this is the most reliable method of creating fusion welds capable of meeting the many stringent quality demands made for applications in the food and drink sectors. However, automatic orbital welding equipment can be expensive and for small batch production may not be acceptable. Recourse then has to be made to manual welding, but skilled operators are essential if weld quality is to be maintained.
For full control over the weld pool, a good balance must be maintained between gravitational force and surface tension at every position of the torch.
Argon and helium are the most commonly used totally inert gases. Other mixtures containing nitrogen and hydrogen have been used, but these are unsuitable for use with materials such as titanium that are sensitive to gas absorption. Nor should such mixtures be used with most fine-grain structural steels.
Choice and preparation of tungsten electrodes is crucial to success since arc stability is essential, particularly when welding thin-walled tubes. The use of thoria stabilised tungsten is no longer recommended since multivariate electrodes offer much-improved performance.
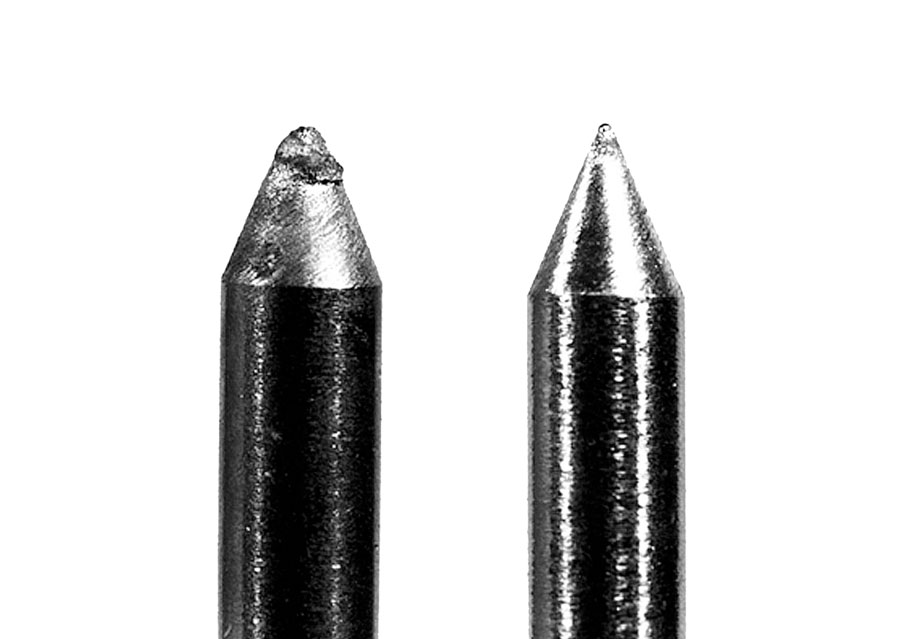
Deterioration of electrodes. Thoriated electrode (left) after 20 welds. MultiStrike® multivariate electrode (right) after 200 welds.
- Protecting the weld from contamination using inert gas purging
The smallest expandable purging systems are in the region of 15 mm diameter and are typified by the Argweld® Weld Purge Plugs™
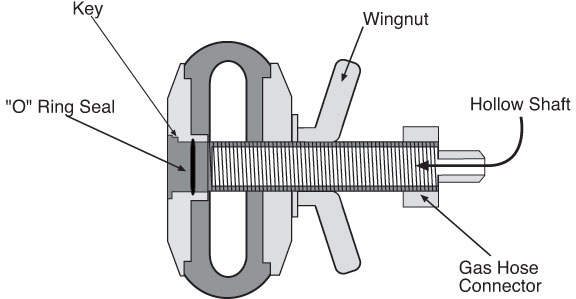
Cross section of expandable plug
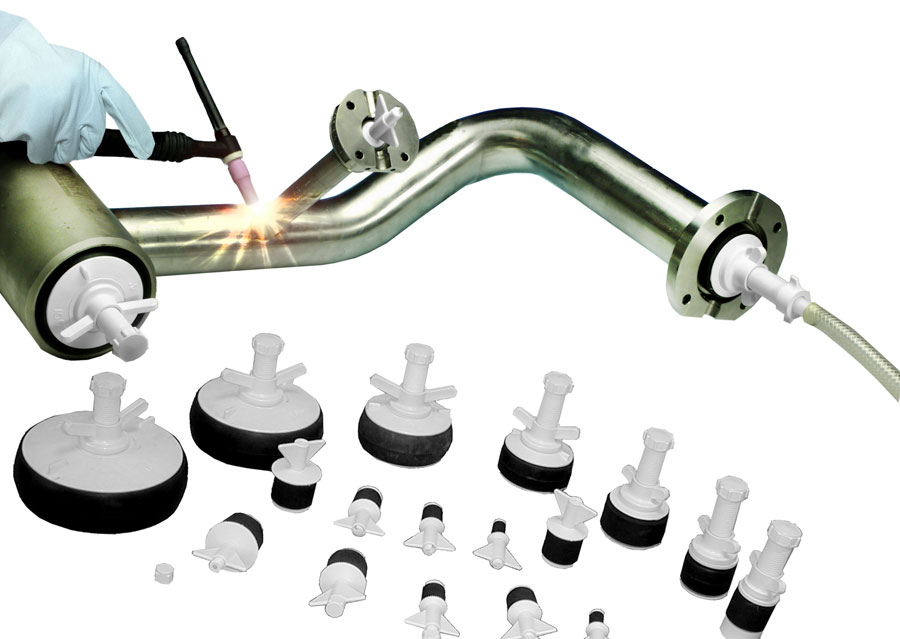
Pipestoppers® Expandable Nylon Pipe Plugs family. Tube diameters from 15 mm can be purged effectively using this type of engineered plug.
For tube diameters between 25 and the upper size for small tubes, considered to be 40 mm, there are fully integrated inflatable systems such as the Argweld® PurgElite range.
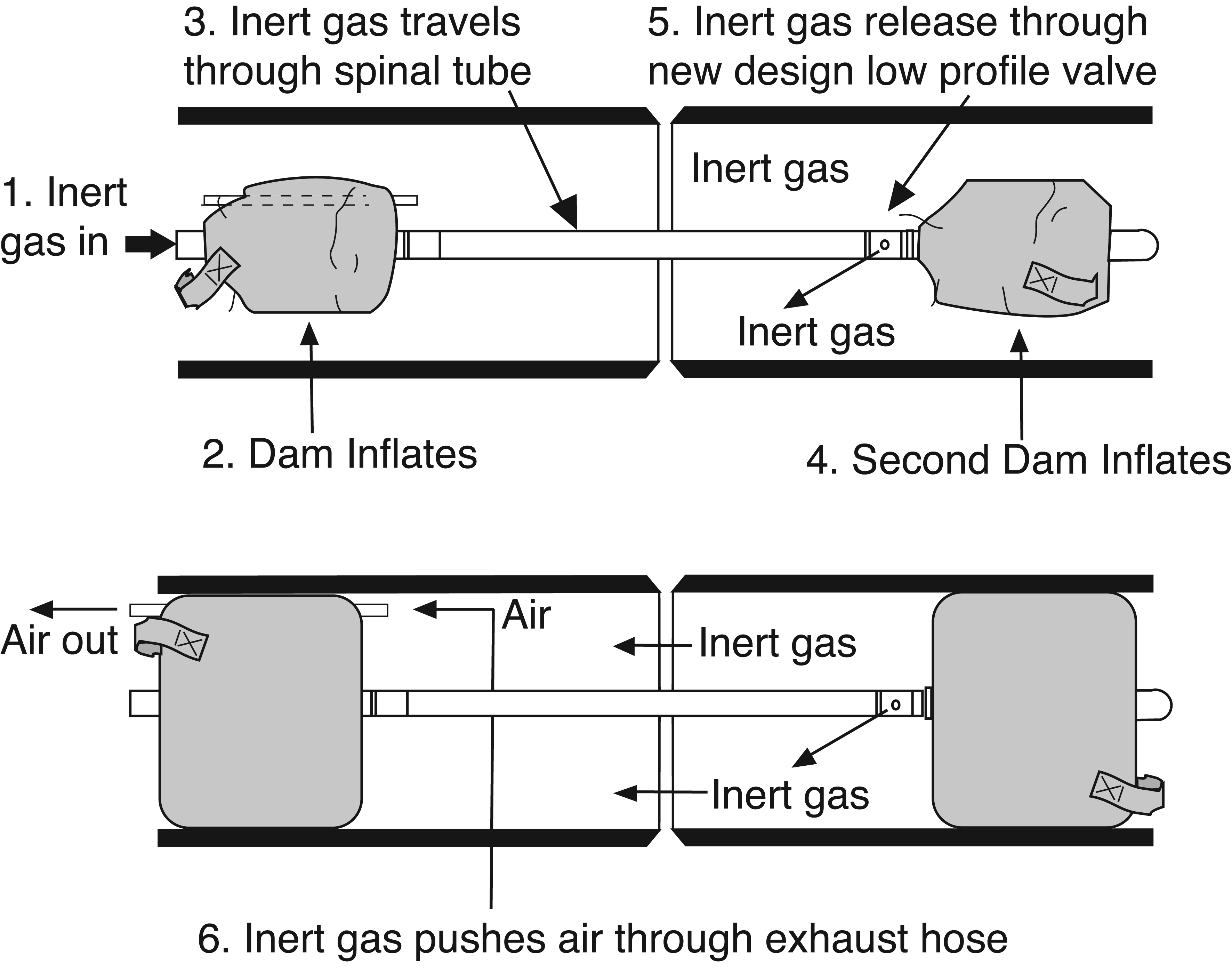

The Argweld® PurgElite® is an integrated purge system covering all tube diameters from 25 mm. These consist of a pair of inflatable dams connected by an armoured heat-resistant spinal tube. The system is inserted into the bore with one purge dam either side of the weld joint. The spinal tube carries the gas to inflate the purge dams and the gas flow is then controlled automatically to release gas without causing turbulence.
- Total enclosure
Where quality and freedom from oxidation is crucial, total protection is afforded by using weld enclosures. Metal chambers and glove boxes have been in use for decades, but these can be expensive. More recently the introduction of flexible plastic enclosures has been welcomed globally. These are cost-effective and readily available with volumes up to 4 cubic metres. Systems can be manufactured using transparent ultra-violet stabilized engineering polymers with numerous access locations for personnel gloves and gas/electrical entries.

Typical small volume Flexible Welding Enclosure® used for total inert gas protection.
- Monitoring the purge gas oxygen content
The fact that even very small amounts of oxygen in the purge gas can cause discolouration around the weld underbead makes it desirable that sensitive instruments be employed to measure residual oxygen.
Two essential characteristics of a suitable instrument are that it must have an adequate measuring range and it must sample the gas inside the purge volume.
Although many commercial monitoring systems are available these are generally not sensitive enough to meet the requirements for quality welding of alloys such as stainless steels and titanium where the presence of oxygen levels as low as 50 ppm are essential if loss of corrosion resistance and reduction in mechanical properties are to be avoided. Typical of advanced monitoring systems is the PurgEye family of instruments.
![]()
The protective gas needs to be continuously monitored to ensure that a low oxygen content is maintained. Advanced instruments such as the PurgEye range meet these requirements with a measuring range down to 10 ppm.
- Conclusions
Welding techniques and filler materials have been developed to accommodate the singular requirements for making fusion joints in small diameter tubes.
Advanced inert gas purging systems are available to provide excellent protection against oxidation for tubes as small as 25 mm diameter. Research is being undertaken to develop devices for diameters down to 5 mm.
In conjunction with purging equipment it is essential that continuous monitoring of the purge gas in the region of the joint is undertaken if oxidation is to be prevented.