GC Series Conveyorized Metal Detection Systems Aim to Future-Proof Compliance
Mettler-Toledo has launched its GC Series conveyorized metal detection systems to improve compliance and reduce total cost of ownership. The new systems support food and non-food manufacturers’ quality and production objectives by providingrobust, easy to use, modular equipment, which is readily re-configurable to support future requirements.
The systems offer a highly configurable design that can adapt to the changing requirements of the food industry and to manufacturers’ needs. They can be supplied with a variety of Safeline metal detectors, polyurethane or modular belts, and different reject mechanisms. It is also possible to re-configure the system to adapt to changing production and retailer demands.
Integrated systems go beyond metal detection
Having a reliable and highly sensitive metal detection system within a production line is important. It allows manufacturers to fulfil their basic regulatory requirements by providing a fully tested solution for detecting metal contaminants, increasing consumer safety and quality assurance.
“We know the benefits a metal detector can bring to a production line; however, having an integrated conveyorized metal detection system provides far greater benefits than merely the detection of metal contaminants,” says Mike Bradley, Product Inspection Specialist from Mettler-Toledo.
“With a complete solution from the same supplier, manufacturers can rest assured their metal detection system is fully compliant with food safety legislation and retailer requirements, and be confident that it delivers the best possible mechanical integration for maximum production uptime. The GC Series’ modular system also makes operation and maintenance procedures far more efficient. Supplementing the system with electronic data collection software takes it one-step further to ensure manufacturers have a fully integrated process solution that enhances compliance and increases production efficiency.”
Reliable, precise performance starts with the right metal detector
When selecting from the new GC Series systems portfolio, customers start with a choice of five Safeline metal detectors, ranging from solutions for standard applications, through to options optimized for advanced detection performance. Integrated sensors and reject mechanisms ensure contaminated products are successfully rejected and removed from the production process.
Optimized quality assurance
The GC Series is available with a range of options. Solutions start with simple ‘stop-on-detection’ systems through to fully-automated detect-and-reject systems, including pushers and air-blast devices. Three levels of due diligence packages, with a suite of failsafe monitoring options, are available to meet specific compliance requirements.
The modular design leads to a reduction in spare parts inventory required for manufacturers with systems installed on multiple lines because common parts can be used across multiple systems. Fewer wear parts also contribute to a lower total cost of ownership.
Highly configurable conveyors designed for long lifetimes
The design of the new GC Series systems provides interchangeable reject devices and greater configuration flexibility of components. “This is the key to a completely future-proof conveyorized system,” says Bradley. “We have created a design that meets changing requirements for food and non-food manufacturers. With production costs increasing, our customers need solutions that help to reduce total cost of ownership, and grow and change with their business. The modular design also means that service interventions are safer, faster and easier – reducing production downtime.”
Easier, more efficient cleaning
Maintaining a hygienic production line is key to ensuring high-quality products and reducing potential incidents of biological contamination. The GC Series is designed to minimize risk for food manufacturers by allowing quick, effective cleaning processes to be completed. Elements such as the quick release mechanism means conveyor belts can be removed in under 10 minutes, and the tubular, open-frame design and sloping surfaces of the metal detector case minimize dirt traps.
Robust design and safe operation
Attention is paid to every detail of the conveyorized system design to protect operators during production and support safe maintenance practices. Guards are manufactured from clear, shatter-proof material without sharp edges, while guarded in-feed and out-feed rollers remove the risk of finger traps. Lockout Tagout (LOTO) devices are fitted as standard for electronics and pneumatics. In-field modifications are simple and can be completed without the need for drilling, welding or cutting. The modular design makes it possible to switch the direction of travel if the system needs to be relocated within a production environment.
Safeline’s conveyor systems are designed to comply with worker health and safety standards, including the Machinery Directive 2006/42/EC, and are manufactured to support the European Hygienic Engineering and Design Group (EHEDG) principles. Systems can be supplied with a detailed risk assessment to ensure full compliance with these safety standards.
Electronic data collection
All Safeline metal detection systems are compatible with Mettler-Toledo’s ProdX data management software, which automatically collects critical inspection process data in one location, reducing the need to interact directly with critical control points. ProdX also facilitates faster set-up between production batches and can convey warnings generated by product inspection devices of adverse trends that may lead to downtime and threaten the efficiency of the production line.
Summary
A conveyorized metal detection system is much more than a modified transport conveyor. The combination of the metal detector, conveyor reject device and failsafe monitoring components will have a significant impact on the effectiveness of a production line. With Mettler-Toledo’s global service team delivering local support, manufacturers can optimize their product inspection equipment over its lifetime to maximize the return on investment.
For more information about the GC Series range of conveyorized metal detection systems, visit www.mt.com/md-gc-5-reasons.
For more information about Mettler-Toledo Product Inspection’s products and services for the food manufacturing industry, follow us on Twitter (@MettlerToledoPI) or LinkedIn or visit www.mt.com/pi and YouTube.

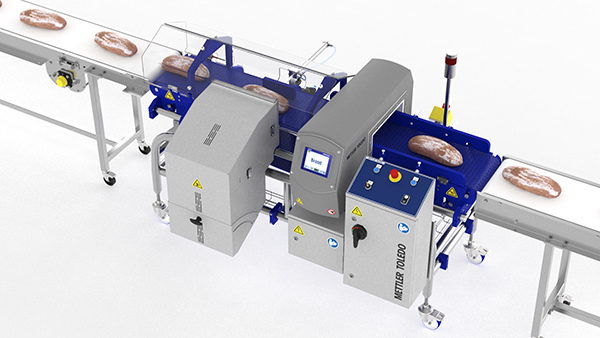
The GC Series conveyorized metal detection system is designed to inspect a wide range of unpackaged and packaged products, from light to heavy-duty applications.