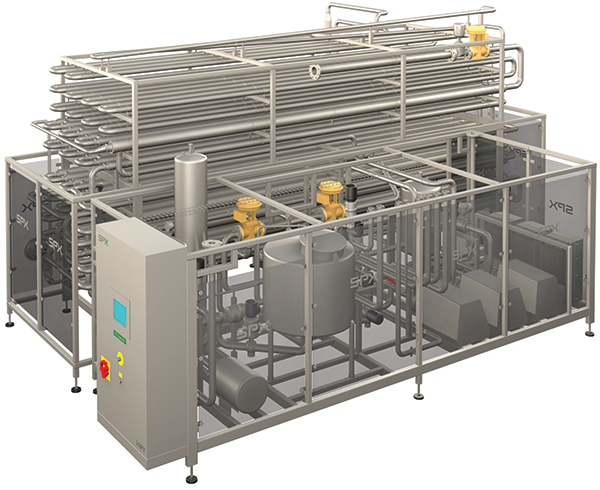
Tubular UHT Processing Expertise
When it comes to ultra-high temperature (UHT) processing of low viscosity products such as varieties of drinking milk or other beverages, there are several technologies to choose from including steam infusion, steam injection, plate heat exchangers or tubular systems. Through its APV® brand, SPX® FLOW has vast experience in all these systems and is able to tailor solutions to match customers’ specific processing and operational goals.
Capital investment and total cost of ownership of a UHT system is high on the priority list in modern, competitive marketplaces. The tubular UHT system provides an excellent, highly reliable solution that meets hygiene and food safety requirements for drinking milk and other beverages at a relatively low cost. The simplicity of the system ensures reliable operation, straight forward maintenance and long runtimes between cleaning cycles, with designs intended to reduce fouling. Tubular systems optimize the use of energy, water and clean-in-place (CIP) chemicals to reduce total running costs while ensuring microbiological safety and good quality final products.
The simplicity of a tubular UHT system makes it difficult for manufacturers to differentiate themselves. SPX FLOW, however, can precisely tailor systems to match heat transfer, pasteurisation holding time, installation and capacity needs. Being a major producer of dairy, food and beverage processing equipment, it further manufacturers all necessary pumps, valves, tubes, etc. itself, so customers can be assured they are getting a comprehensive solution from a highly trusted and experienced supplier.
Alongside customised solutions, SPX FLOW produces a range of standard tubular UHT systems, which provide an even more economical option and efficient delivery timescales. These set an industry benchmark for standard systems, with several options available to add to their application flexibility.
Whether from the standard range or a fully customized solution, SPX FLOW tubular UHT systems are designed to provide excellent quality results, consistency, processing flexibility, superb hygienic performance and cleanability to exceed food safety standards, and optimized energy and utility consumption. Flow walls ensure turbulent flow and improve heat transfer efficiency, while the overall design of the units reduce fouling and increase run times.
The design, engineering and fabrication capability provided by SPX FLOW, along with its extensive experience and in-depth application knowledge, makes it a partner of choice for all UHT applications. Furthermore, strategically located, state-of-the-art innovation centres and pilot systems offer ultimate support in system design and testing. These enable customers to move to full scale production more quickly and with confidence in meeting their product and production goals.
![]()