Robot cheese palletiser provides efficiency boost for Arla Foods
Arla Foods’ North Tawton plant has increased its production efficiency, reduced wastage and increased quality consistency following the recent installation of a robot palletiser system. Part of a major investment including a new Rapid Chilling room and associated conveyors, the system has replaced aging equipment.
Designed and installed by Blackstar Handling Systems Limited, the robot palletiser equipment replaces a dedicated palletising machine operating since 1984. Cliff Horner, maintenance manager at Arla’s North Tawton Plant, explains, “The original system was fully automatic but it had become very unreliable. Replacement parts were becoming obsolete and when it failed boxes of cheese would be damaged together with causing upstream production issues.
Blackstar’s focus on conveyors, wrapping machines and palletisers made them an ideal choice to engineer the complete system and as an integrator of Kawasaki Robotics UK Limited were able to meet the request of Arla’s management to use a robot. The installation was concurrent with the supply of a new Rapid Chilling room which was built adjacent to the existing operational system. The old system operated within a high care zone but the bagged and boxed cheese allowed the new system to be built within the dispatch area – outside of the high care zone.
Cliff Horner continues, “This is a really clean and well-engineered system that is simple in design; we aren’t doing anything special here. The high reliability, which it is already illustrating, gives the operator the confidence that it is just going to run and this also makes everyone’s job upstream easier. The system is now managed by the warehouse operator who is primarily responsible for loading deliveries onto lorries. “
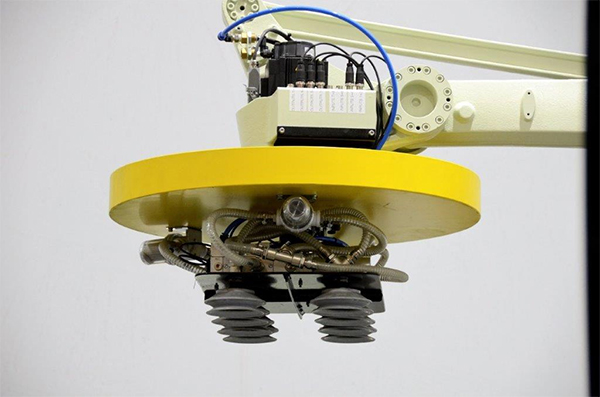
Core to the palletising system is a Kawasaki Robot CP-180L which picks up two 20Kgs boxes of cheeses at a time with a purpose designed vacuum gripper. The boxes are placed accurately layer by layer in a programmed pattern.
Full pallets are automatically driven out of the pallet load area, by the roller conveyor system, and into a wrapping machine. The process continues without manual intervention other than removal of full pallets by fork truck and loading of empty pallets back into the system.
Capable of carrying out 2,050 cycles per hour handling 180Kgs, the Kawasaki CP 180 Robot is working well within its capability at Arla. The system is running 7 days per week and 24 hours per day over two shifts; currently handling 6.5 tonnes per hour.
Having the ability to increase palletising speeds when production demands is a bonus and should a backup of boxes occur on the input conveyor the Kawasaki CP robot can easily catch up. Currently the robot is only required to palletise to one pattern but its flexibility and ease of programming allows Arla to meet future customer requirements.
The Kawasaki robot has ‘Green Credentials’ that concentrate on low energy and easy maintenance; a hybrid function stores energy from braking, utilising it for acceleration and lowering energy consumption overall.
Cliff Horner concludes by summarising the effectiveness of the system so far, “We knew that robots were the route forward even though our palletising demands are relatively straight-forward; we’ve gained flexibility for future requirements and the ability to upload data to our corporate network. By increasing the palletiser uptime and allowing everything downstream to keep running, we consistently achieve our cheese hit rate, our measure of product consistency, of above 98%.
“To our visiting customers this significant investment is clearly illustrating that we are looking after their products during the manufacturing and logistics processes.”